The analysis of thin-walled workpieces mainly involves how to select the machining plan, positioning reference, tool material, cutting elements and tooling to prevent deformation and improve machining efficiency. The following methods can effectively reduce the deformation and ensure the machining accuracy.
(l) Reasonable selection of tool materials to improve tool life
Practice has proved that when machining titanium alloy materials, it is necessary to use carbide inserts with high wear resistance, high flexural strength, good thermal conductivity, resistance to dry bonding, oxidation resistance and vibration resistance. The cemented carbide tool used in the YG (K) type hard alloy processing titanium alloy material is shown in Table 1.

(2) Choose a reasonable angle to improve the strength of the tool
Titanium alloy workpiece rough machining due to large machining allowance: increase the tool's lead angle, increase the strength of the tool, reduce the radial force during workpiece machining, avoid vibration, properly increase the rake angle, reduce the cutting edge The load per unit length. Fast heat dissipation and improved tool life. In the case of finishing, the remaining amount is small, the cutting deformation and the cutting resistance are small, so the tool wear is small, and the smaller the amount of the cutter is selected, mainly to improve the surface processing quality, eliminate the deformation, and ensure the processing precision. The tool can choose a large front and rear corners, and the increased yaw angle makes the cutting of the tool sharp: the surface quality of the workpiece is improved as shown in Table 2.

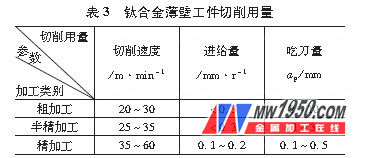
(3) Use reasonable cutting amount to avoid machine tool vibration and reduce deformation
According to the division of the machining allowance of the thin, semi-finish and finishing processes of thin-walled workpieces, a reasonable amount of cutting (see Table 3) is established to eliminate the vibration caused by the tool during the cutting process of the workpiece and avoid the resonance between the workpiece and the machine tool. Deformation caused by vibration during cutting is avoided.
(4) Add reasonable cutting fluid and effective pouring method
During the processing, extreme pressure emulsion or extreme pressure cutting oil is added to cool, and the chips on the cutter are taken away in time. The cutter rod is hollow, and the cutting fluid nozzle is directly added to the cutting area of ​​the cutter through the cutter rod, taking away the chips and reducing the cutting area. The temperature avoids the formation of built-up edge and improves the processing quality of the workpiece.
(5) Add positioning standard finishing process before finishing
Titanium alloy thin-walled workpieces are subjected to: roughing and half-finishing. At this time, the machining stress of the workpiece is gradually released. In order to ensure the reliability of the workpiece finishing and positioning, a fine car benchmarking process is arranged, the purpose of which eliminates the shape error of the positioning reference. Moreover, the accuracy of the positioning reference is improved as the process tolerance, the requirement for ensuring the dimensional accuracy of the part finishing, the reliability and stability of the processing dimension of the workpiece, and the ellipticity of the workpiece are eliminated.
(6) Elimination of radial clamping deformation by end face pressing and thread tightening tooling
When the titanium alloy thin-walled workpiece is positioned and clamped, elastic deformation occurs under the action of radial clamping. When the workpiece is finished, the elastic deformation is released and the workpiece is deformed. Therefore, the clamping force of the workpiece is selected to be axially clamped. The nut is pressed against the end face or the mandrel is positioned to tighten the thread, eliminating the radial clamping force, conducting the vibration of the cutting force, and eliminating the deformation.
(7) Three heat treatments to improve cutting organization, stress relief, and stable processing dimensions
Titanium alloy thin-walled blank workpieces in the roughing stage, the margin processing is large, the tool wears fast, at this time the workpiece has the largest deformation stress and the structure is unstable. Therefore, the heat treatment process after rough machining is used to eliminate the rough machining stress and change the titanium. The alloy material has a face-centered hexagonal lattice martensite structure, which improves the cutting performance of the subsequent processing steps, increases the service life of the tool, and improves the surface quality of the workpiece. Annealing and recrystallization heat treatment was carried out at a temperature of about 7,500 ° C for 2 hours.
After the semi-finishing, a heat treatment is performed to further eliminate the semi-finishing stress of the workpiece, which is easy to process in the next process. The heat treatment degree is 6000 ° C for about 1 h. After the workpiece is processed, a vacuum is applied for 3 cycles to stabilize the processing size.
The Ground Screw accessories can supply much helping role in the process of installation. We produe ground screw many years and we also develop and research various suitable accessories for need. If cusomer has drawing we also can produce as drawing requirements. Our accessories quality and price is best and our service always praised by customers. We have professional technology and business team so our ability is very perfect to save your much time and money. Because ground screw accessories have many types, so we advise customers can tell us specific needs or exact drawing, then we can quote best price and supply better service.
Accessories
Hebei Honde Plastic & Metal Co., Ltd. , https://www.foundation-system.com