2. CNC machine tool for space contour machining
The machining space contour uses different machining methods according to the shape of the space surface, the tool used, the machining accuracy and the roughness requirements: two-axis semi-coupling, three-axis linkage, four-axis linkage, and five-axis linkage.
(1) Two-axis semi-linked processing
For any surface, it is continuously divided into planes parallel to a coordinate plane to obtain a series of plane curves. When machining the surface, the ball-end milling cutter is used, and the tool center is used as the interpolation motion of the plane curve in the split coordinate plane (any two axes of X, Y, Z), and the third axis is used for periodic feeding. The surface can be machined. Call the line cut.
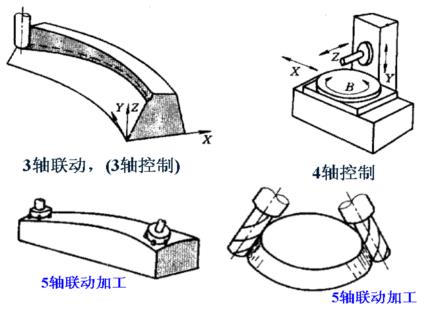
(2) Three-coordinate linkage processing
The three-coordinate linkage, the tool makes the space curve interpolation motion. Machinable space curve profile (return ball raceway). Surface contours can also be machined. When cutting a surface, the line cutting method is also used. Different from the two-axis half, the tool performs the interpolation movement of the space curve, so that the trajectory cut by the tool on the workpiece is a plane curve, the rule of the cut is easy to obtain a low surface roughness.
(3) Four-coordinate linkage processing
In theory, there are three-axis linkage, using a ball-end milling cutter to machine any space contour. However, considering the machining efficiency and the surface roughness of the machine, it is not suitable for many surfaces to be processed by three-coordinate linkage. It is necessary to use more coordinate linkage to process.
The aircraft girders are a straight twisted surface. If the peripheral cutting method of the cylindrical milling cutter is adopted, since the straight line is used, the cutting tool and the processing surface are always adhered during the processing, and the surface is smooth and efficient. In order to realize this processing method, not only the X, Y and Z coordinates are linked to control the position of the tool tool position in space, but also the swing angle of the tool around the tool point is controlled at the same time, so that the tool always fits the workpiece, and Compensate for changes in the tool position caused by the swing angle. This is the four-coordinate linkage processing.
(4) Five-coordinate linkage processing
For large surface contours, the part size and radius of curvature are large and can be machined with end mills to increase productivity and reduce machining residue.
When machining, make the end face of the milling cutter coincide with the cutting plane of the cutting point (convex surface) or at an angle with the cutting plane (concave surface to avoid blade interference). At this time, the coordinates of the cutting point and the normal direction are constantly changing, then the tool point and axis of the tool also change accordingly. Therefore, X, Y, Z and angle linkage control around two coordinates are required, that is, five-coordinate linkage control.
The programming above the three-coordinate linkage is very complicated and needs to be programmed using an automatic programming system.
two. Classified by type of feed servo system used
(1) Open loop CNC machine tools
Open-loop CNC machine tools use an open-loop feed servo system. A typical open loop servo system is a servo system consisting of a power stepper motor and a drive power source.
Control principle: The numerical control device outputs a certain frequency and quantity of feed command pulses according to the required feed speed and feed displacement. After the drive circuit is amplified, each feed pulse drives the power stepping motor to rotate by a step angle. In the reduction gear, the screw nut pair, the drive table moves an equivalent linear displacement (called pulse equivalent).
Theoretically, corresponding to a feed pulse, the stepper motor rotates through a step angle, the table moves an equivalent displacement, the number of feed pulses controls the displacement of the table, and the pulse frequency controls the speed of movement. It is not necessary to detect the actual displacement. Therefore, the open-loop CNC machine tool does not have a displacement detecting device. In fact, there is an error between the actual displacement and the commanded displacement due to the step angle error, the rotational gap, and the error. Since the actual displacement is not detected by the detecting device, the actual displacement error cannot be compensated. Therefore, the accuracy of the open-loop CNC machine tool is low and the speed is low. Open-loop servo systems are mostly used for economical CNC machine tools or for retrofitting old machine tools.
Previous page next page
We are a manufacturer of polishing equipment in China. We produce various polishing waxes, which are used in fully automatic polishing machines, semi-automatic polishing machines, and hand polishing machines. We have liquid wax, water wax, polishing oil, machine polishing wax, solid polishing wax, etc. We can perform rough polishing, medium polishing, mirror polishing, etc. If you need such products, please contact us
Metal Polishing Compound wax,Stainless Steel Polishing Compound wax,Wood Polishing Wax,Car for Polishing Compound,Special Polishing Wax For Paint Surface
Jiangmen Gude Polishing Equipment Co., Ltd , https://www.kokipolishing.com