
In the field of metal packaging, high-sealing requirements of the chemical tanks generally use resistance welding, which means that the printed iron coils have been printed and welded to one end through the welding machine. According to customer requirements, various shapes can be realized. The processing, packaging products, to achieve beautiful and practical purposes.
In recent years, the research and development of high-speed automated production lines and their key technologies with automation and intelligence as the main directions have become the direction of current industry technology development. The defect detection technology of the welding part of the chemical tank also came into being. The inspection work that had to be manually completed was turned into a computer, which not only reduced the labor cost, but also made the detection more stable and efficient.
Advantages and Inadequacies of Common Weld Inspection Methods The working principle of electrical resistance welding is to use the electrical current present on the welding circuit to generate thermal effects through electrical resistance while applying a certain pressure to permanently fuse the metal. The main factors affecting the efficiency and quality of welding are the performance of welders and welding materials. Since the world's first semi-automatic resistance welding machine was introduced in 1953, with the continuous development of resistance welding theory and resistance welding machine design, more and more new and high-speed resistance welding machines have been introduced to the market. Resistance welding is the first to use sine wave positive and negative peak trigger heating to make metal plate self-adhesive bonding technology, in recent years has developed to use CPU (central processing unit) centralized control and sub-system PC process control, fault self-diagnosis monitoring, AC frequency conversion Speed ​​technology, random requirements flexible change speed, so that the whole structure is compact, stable and reliable operation.
The inspection quality of welding quality mainly includes weld geometry, weld position deviation, and weld defect. In actual production, it is often required to quickly detect various features of the weld in order to evaluate the quality of the weld. Traditional detection methods include visual inspection of weld appearances, tear test testing of welds, etc. However, these methods are inefficient and cannot achieve the purpose of accurate inspection. In recent years, a variety of new detection technologies have been researched at home and abroad, mainly focusing on the processing of color images of welds under visible light to obtain parameters of the welds. However, the image illumination model under visible light is not stable, and the weld image segmentation effect is poor. If ultrasonic testing technology is used, the process is relatively complicated, and it still remains in research and testing. It is difficult to meet the requirements for high-speed production. At the same time, there is still a certain degree of difficulty in controlling the accuracy of detection. Active infrared technology does not have the above problems. The necessary image processing can accurately extract the characteristics of the weld, which has a very good effect and use value.
In China, weld quality monitoring companies generally use manual visual inspection methods for testing. When it is found that there is a defective product as described above, the defective product is manually removed from the production line. Due to the visual inspection method, visual fatigue can easily occur, resulting in visual errors, and it is also susceptible to subjective factors. In short, the manual visual inspection method is inefficient and has a high detection error rate. In some research institutes, ultrasonic testing is currently used mostly.
In developed countries, weld seam on-line system technology has developed rapidly, and many companies have reached a very high level. People know the non-destructive testing earlier, and have invested a lot in the development and use of testing equipment. Some companies use infrared detection, ultrasonic monitoring and other technologies, and some companies have even developed new detection methods using video images and on-line temperature monitoring.
Based on machine vision, the development of multi-parameter comprehensive monitoring technology is a highly nonlinear, multi-variable coupling and a large number of random uncertainties. It has a very short nucleation time, is in a closed state and cannot be observed, and it is difficult to extract feature signals. Intrinsic features, such as welding quality parameters (nugget diameter, strength, etc.) can not be measured directly, can only be indirectly through some welding process parameters (welding current, electrode voltage, dynamic resistance, energy, thermal expansion electrode displacement, etc.) Inference has greatly affected the accuracy and reliability of weld quality monitoring. After a long period of exploration and practice, we have obtained the following information: The development of multi-parameter comprehensive monitoring technology is an effective way to improve spot welding quality monitoring accuracy, that is, to make full use of monitoring information, use reasonable modeling methods, and establish a reasonable multiple non- Linear monitoring of the model and its ability to provide accurate and reliable weld quality information over a wide range of conditions are key to quality control technology.
Our approach is to design a machine vision-based metal can weld defect detection system, through the pretreatment of the original image acquired by the camera, extract the core area of ​​the weld, and then use the waveform detection algorithm to detect defects in the weld. First of all, on-line detection of weld defects requires the design of the hardware structure and the construction of the overall software framework. According to the characteristics and causes of defects, the types of defects are classified into welding slag, welding wear, imaginary welding and fusion welding. Secondly, the original weld seam image is preprocessed, and the geometry image algorithm is adopted to rotate the weld seam image. The horizontal position of the weld seam is obtained by the image centroid algorithm and the horizontal position of the weld seam is corrected so as to extract the accurate core area of ​​the weld seam and reduce some of the pseudo defect information. interference. Finally, according to the characteristics of weld defects, a waveform detection algorithm is proposed for defect identification. Standard deviation calculation and first-order difference calculation are used to eliminate the interference information at both ends and detect weld defects.
Weld seam quality judgment principle Principle of pixel ratio judgment method The pixel ratio judgment algorithm (ie, rectangular strip algorithm) mainly scans the welds of the image by two scanning lines on both sides to determine the approximate position of the weld and the defect. Lock a rectangular box and calculate the grayscale ratio. Because the normal weld shape approximates a rectangular box, the proportion of low-value grayscale pixels (ie, dark colors) is higher in the locked rectangle. In the defective weld, because the shape is not close to a rectangular shape, the locked rectangular box must include some high-value gray pixels (light color) dots, so the proportion of low-value grayscale is not The normal weld image is high.
Principle of image shape determination method Using this method, it is first necessary to determine whether the image is taken from both ends of the product, and whether the image is located at the welding entry position or the welding exit position, and record the position mark. The binarized image of the acquired weld seam is converted, the edge of the image after conversion is extracted, the shape of the weld in the image is extracted, and the shape of the weld seam is determined by an eight-connected graph algorithm. When the shape of the weld is a regular pattern, there is no defect in the weld and the product is qualified; when the shape of the weld is an irregularly curved pattern, it is necessary to further judge the position of the image in the product. Such as the image rules of the middle part, it is the weld image of the qualified product; otherwise, it is the unqualified product. Fig. 1 shows the middle part of the weld between the qualified product and the unqualified product. Fig. 2 shows the weld end of the qualified product and the unqualified product.
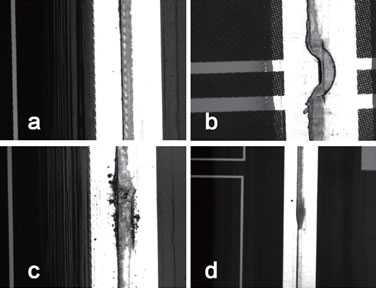
Fig.1 The middle part of the weld between the qualified product (a) and the unqualified product (b,c,d)
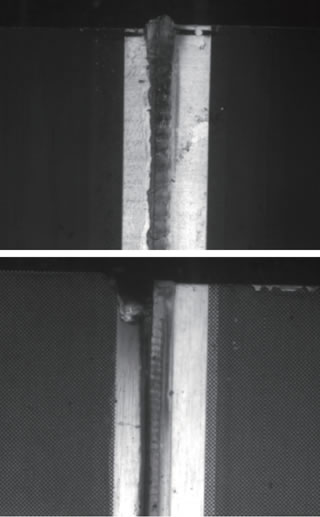
Figure 2 Both ends of the weld seam of the qualified product (upper) and unqualified product (lower)
A Euro Fence, also known as a Euro-style fence or panel fence, is a type of fencing system commonly used for residential, commercial, and industrial purposes. It is characterized by its modular design, which consists of pre-fabricated panels that are connected together to form a continuous fence.
The panels are typically made of steel or aluminum and feature a grid-like pattern of horizontal and vertical wires. The wires are welded or interlocked at the intersections to provide strength and stability to the fence. The size and spacing of the wires can vary depending on the desired level of security and aesthetic appeal.
Euro fences are known for their durability and low maintenance requirements. They are resistant to rust, corrosion, and weathering, making them suitable for outdoor use. The panels can be powder-coated or galvanized to enhance their longevity and appearance.
One of the main advantages of Euro fences is their ease of installation. The panels can be quickly and easily attached to posts or other support structures, reducing the time and labor required for installation. They can also be easily adjusted or replaced if needed.
Euro fences are commonly used for perimeter security, privacy, and decorative purposes. They can be found in residential properties, schools, parks, sports facilities, industrial sites, and other areas where security and aesthetics are important.
Overall, Euro fences offer a versatile and cost-effective solution for various fencing needs. They provide a combination of strength, durability, and aesthetic appeal, making them a popular choice for many applications.
Euro Fence,Garden Euro Fence,Garden Fencing,Welded Wire Mesh Fencing
Anping Xinlong Wire Mesh Manufacture Co.,Ltd. , https://www.hbzhaoxuan.com